为了给您提供更全面的(周至) 珩磨管,精拔杆厂家实力大产品信息,我们上传了最新的产品视频。看视频,选购不迷路。
以下是:周至(周至) 珩磨管,精拔杆厂家实力大的图文介绍
安达珩磨管液压机械有限公司主要生产 不锈钢珩磨管、,产品遍布全国二十多个省、市、自治区,均达到国家标准。 公司可根据客户的需求,采用新材料、新技术、新工艺,设计制作高质量、高标准的产品,
我司以先进的性能,可靠的质量,优质的服务将是您的z u i佳选择。公司遵循现代企业经营管理的理念,持续进行技术革新和新产品开发。
因为我们专业,更因为我们努力,所以用户放心,更满意。全体员工热切期待着您们的光临与合作,共同发展。

 珩磨管,精拔杆厂家实力大")
 珩磨管,精拔杆厂家实力大")
周至企业旺旺珩磨管绗磨管油缸管滚压后的表面粗糙度大大减小,提高了绗磨管的配合性。珩磨管所谓滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使表面的不平整度碾平,从而达到改变表面结构、机械特性、性质和尺寸的终目的。这种滚压加工技术是磨削无法做到了,同时满足光整加工和强化的要求。滚压加工的原理是利用金属在常温状态下的冷塑性特点,利用滚压工具对工件施加一定的压力,使工件表层金属产生塑性流动,从而降低工件表面的粗糙程度。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,提高金属硬度和强度,改善工件表面的耐磨性、耐蚀性和配合性。油缸专用绗磨管生产加工工艺我厂拥有多台大型珩磨机和专业的操作人员。主要生产液压缸筒,标准绗磨管,高精度冷拔管,气缸管等产品。特殊要求的需定制且双方协议即可! 绗磨管是用4~6根砂条组成的珩磨头对内孔进行光整加工。珩磨不但生产率高,并且加工精度也很高,一般尺寸精度可达IT5~IT6级,表面粗糙度可达0.8~0.1μm,并且能修正孔的几何形状偏差。
 珩磨管,精拔杆厂家实力大")
 珩磨管,精拔杆厂家实力大")
 珩磨管,精拔杆厂家实力大")
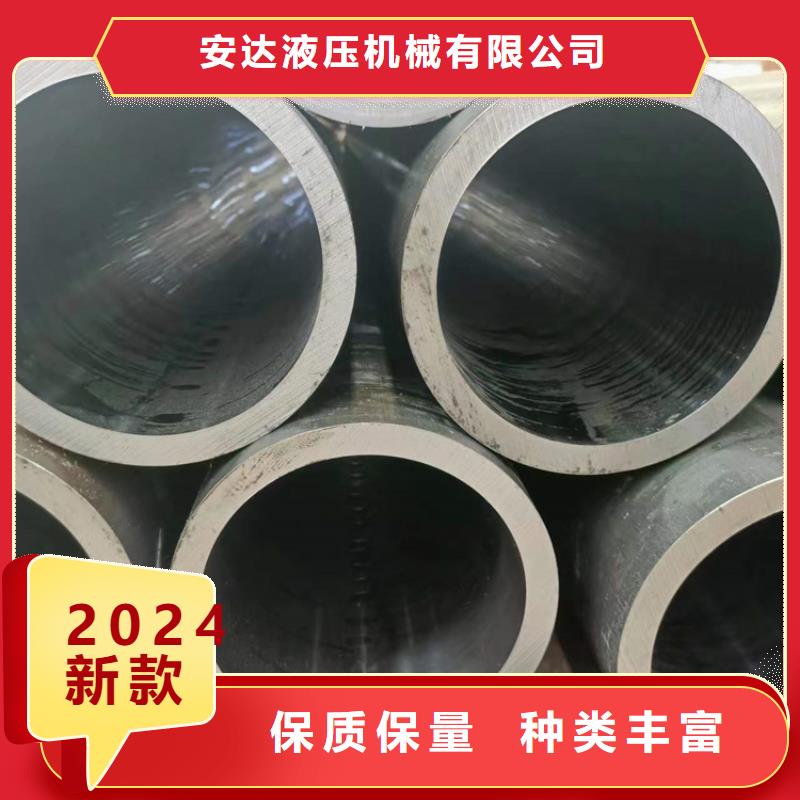
周至珩磨管绗磨管油缸管除掉珩磨管麻点的解决方法除掉珩磨管麻点的解决方法。1、换辊时,先检查轧辊,不使用严重锈蚀的轧辊,及时替换磨损的轧辊或孔型。2、改进轧辊材质,保持轧槽冷却良好,采用工艺润滑剂以提强化轧槽抗磨性能。3、控制坯料加热操作,使炉内保持正压并减少氧化性气体。对某些易氧化且氧化铁皮不易脱落的合金钢,应在钢坯表面加盖铁皮,保护加热。4、在粗轧机前用高压水、压缩空气或铁刷子除掉表面的氧化铁皮。
 珩磨管,精拔杆厂家实力大")
 珩磨管,精拔杆厂家实力大")
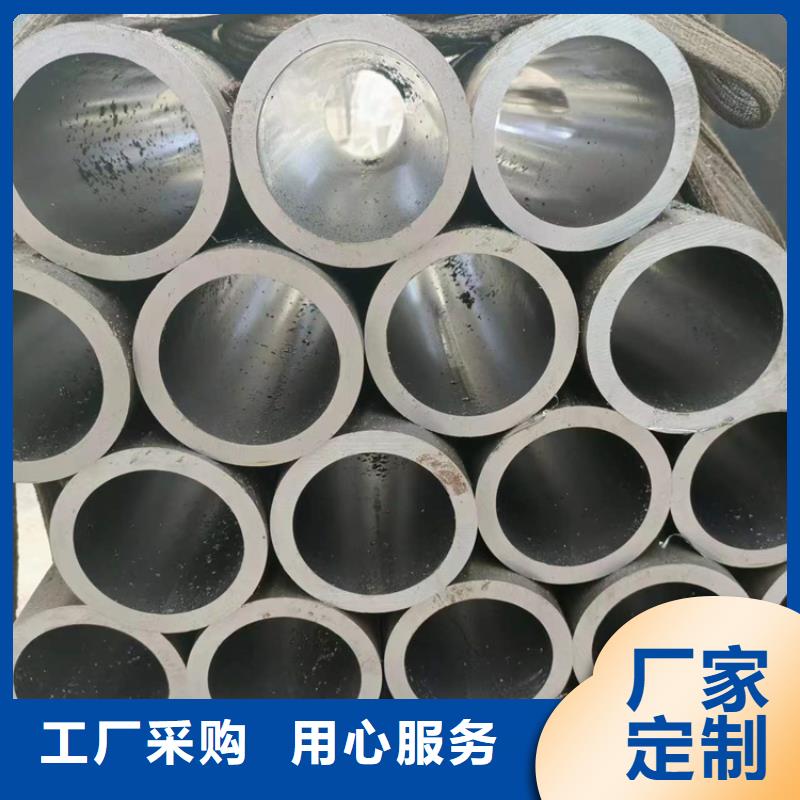
珩磨管采用滚压加工,由于表面层留有表面残余压应力,可以帮助于表面微小裂纹的封闭,阻止侵蚀作用的扩展。从而增加表面抗腐蚀能力,并能减小疲劳裂纹的产生或扩大,因而增加珩磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的性和塑性变形,滚压后,表面粗糙度值的减小,可增加配合性质缸筒是液压缸的主体,其内孔一般采用镗削、铰孔、滚压或珩磨管等精密加工工艺制造(又称冷拔管,珩磨管),使活塞及其密封件、支承件能顺利滑动,从而保证密封效果,减少磨损;液压油缸缸筒要承受很大的液压力,因此,应有足够的强度和刚度。 端盖在缸筒的两端,与缸筒形成密闭油腔,因此,端盖及其连接件都应有足够的强度。设计时既要考虑强度,又要选择工艺性较好的结构形式。导向套对活塞或柱塞起导向和支承作用,有些液压缸不设导向套,直接用端盖孔导向,这种结构简单,但磨损后必须更换端盖
 珩磨管,精拔杆厂家实力大")
 珩磨管,精拔杆厂家实力大")
 珩磨管,精拔杆厂家实力大")



 扫一扫
扫一扫