


 扫一扫
扫一扫


它的流程是:管坯—检验—剥皮—检验—加热—穿孔—酸洗—修磨—润滑风干—焊头—冷拔—固溶处理—酸洗—酸洗钝化—检验—冷轧—去油—切头—风干—内抛光—外抛光—检验—标识—最后到成品包装。
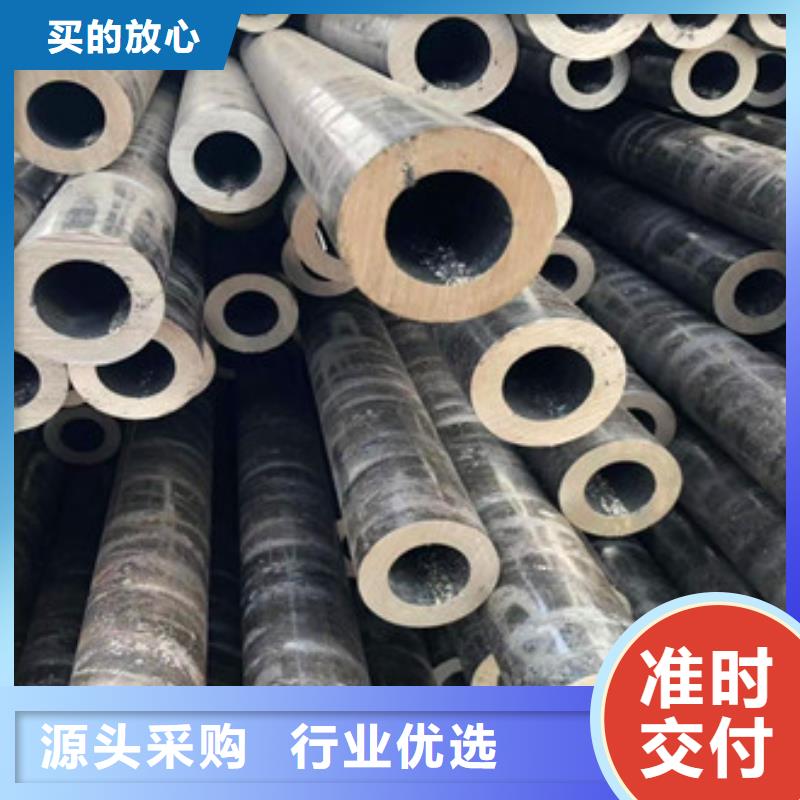
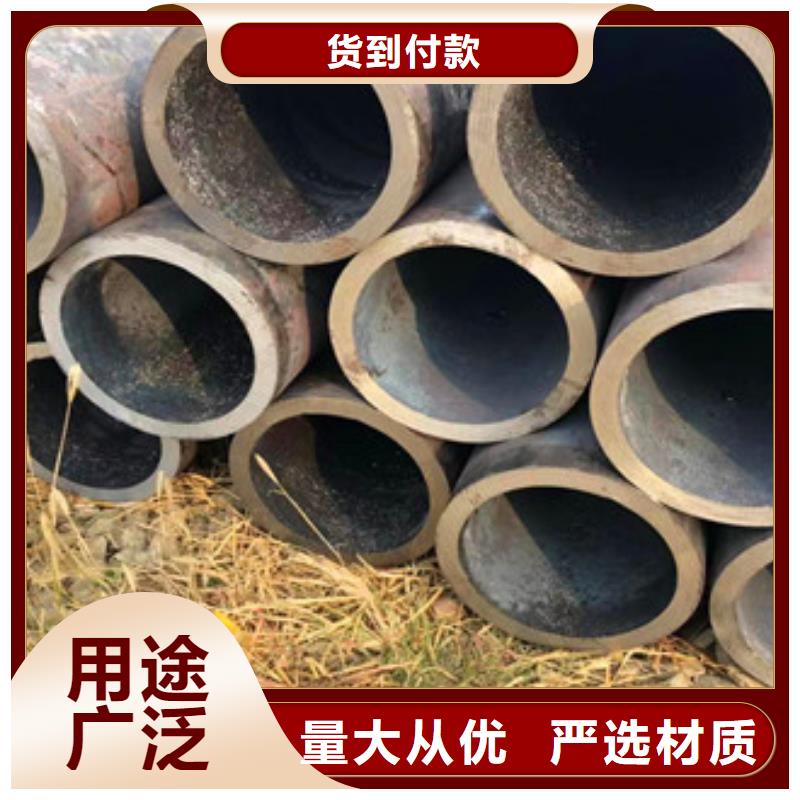
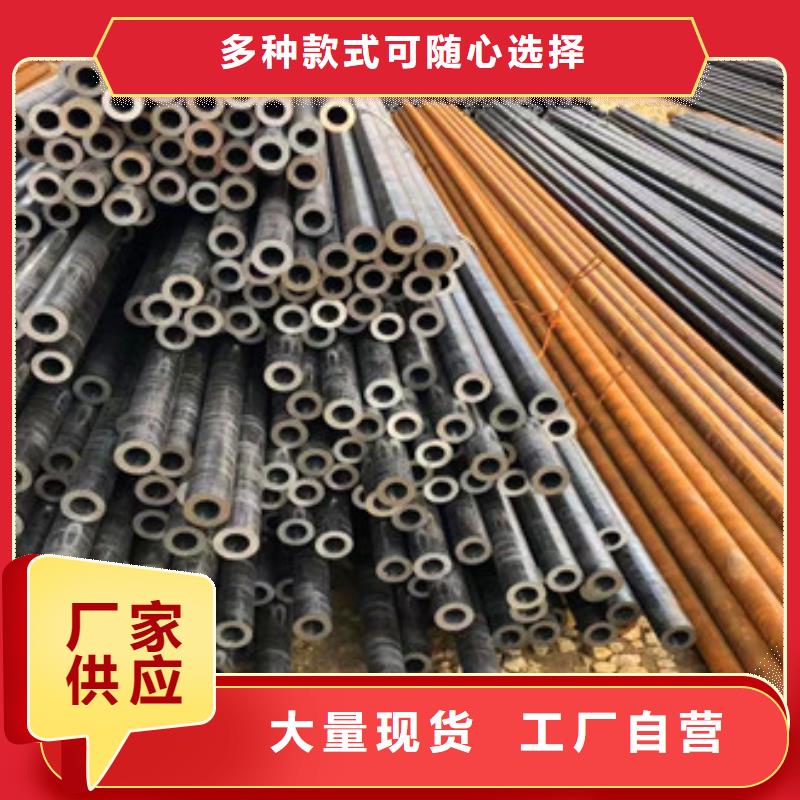
无缝钢管是一种具有中空截面、周边没有接缝的长条钢材。是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。钢管具有中空截面,大量用作输送流体的管道,如输送石油、天然气、煤气、水及某些固体物料的管道等。
从2006年至2008年,美国从中国进口的无缝钢管增加了131.52%,金额增至约3.82亿美元。2012年10月我国无缝钢管产量是248万吨。
钢管的使用是由1815年苏格兰的一位发明家为输送灯火用煤气而将枪筒连接起来才开始的。直到1885年孟内斯曼兄弟才发明了由棒钢直接生产无缝刚管的工艺。
钢材力学性能是保证钢材最终使用性能(机械性能)的重要指标,它取决于钢的化学成分和热处理制度。
在钢管标准中,根据不同的使用要求,规定了拉伸性能以及硬度、韧性指标,还有用户要求的高、低温性能。
无缝钢管无缝钢管具有中空截面,大量用作输送流体的管道,如输送石油、天然气、煤气、水及某些固体物料的管道等。圆环截面在承受内部或外部径向压力时,受力较均匀,因此,绝大多数钢管是圆管


天祥钢管有限公司拥有专业的技术人员为您提供及时、便捷、贴心的技术咨询服务,10余年的坚持让我们的服务更专业,售后更完善,供货更及时。 我们的 揭阳异型管现货产品具有自主知识产权,自主研发生产和提供厂家直销服务,性价比高是我们保障客户切身利益所坚持不变的服务原则。

| 生产方法 | 基 本 工 序 | ||
| 穿 孔 | 轧管 | ||
| 热 轧 法 | 在自动轧管机组上 轧制 | 圆管坯在二辊式穿孔机 上穿孔 | 在带回送辊的二辊式轧 管机上带短顶头轧制 |
| 在周期轧管机组上 轧制 | 圆钢锭或管坯在二辊式 穿孔机上穿孔; 方形或多角形钢锭在水 压机上穿孔 | 在带变断面孔型的周期 轧管机上带长芯棒轧制 | |
| 在连续式轧管机组 上轧制 | 圆管坯在三辊或二辊式 穿孔机上穿孔; 连铸方坯或方钢锭在二 辊式压力穿孔机上穿孔 | 在7~9架连轧管机上长 芯棒轧制; 附带张力减径机 | |
| 在三辊轧管机组上 轧制 | 圆管坯在二辊式穿孔机 上穿孔; 连铸坯在三辊式穿孔机 上穿孔 | 在三辊式斜轧机上带长 芯棒轧制 | |
| 在延伸轧管机组上 轧制 | 在二辊式穿孔机上穿孔 | 在带圆盘形拉力导辊的 二辊斜轧机上带长芯棒 轧制 | |
| 在行星式轧管机组 上轧制 | 采用铸造空心管坯 | 在行星式轧管机上轧制 | |
| 生产方法 | 基 本 工 序 | ||
| 穿 孔 | 轧管 | ||
| 顶管法 | 在水压机上冲成杯形毛 管 | 在顶管机上顶制 | |
| 挤压法 | 管坯加热后在挤压机上 挤压成型 | 可继续轧制或拔制 | |
| 冷轧法 | 用热轧管料在冷轧管机 上轧制 | ||
| 冷拔法 | 用热轧或冷轧管料在冷 拔机上拔制 | ||
| 炉 焊 | 链式炉焊 | 加热的管坯通过焊管模 成型 | 成型同时焊接 |
| 连续炉焊 | 加热的管坯在辊式成型 焊接机上弯曲成型 | 成型同时焊接 | |
| 电 焊 | 电阻焊 | 在辊式成型机上连续弯 曲成型 | 在电阻焊管机上焊接 |
| 电弧焊 | 在压力机上压制成型或 在辊式弯曲机上卷曲成 型(直缝),在成型机上连 续弯曲成型(螺旋缝) | 在埋弧自动焊管机上焊 接 | |
| 电感焊 | 在辊式成型机上连续弯 曲成型 | 在电感焊管机上焊接 | |


技术支持:cdlgp.com